全站搜索

“刚接触发那科机床的小伙伴,是不是常遇到这些问题?看着程序里一串 G 代码,不知道哪个是快速移动、哪个是直线插补;对着控制面板上密密麻麻的按键,想调个参数却迟迟不敢下手……今天这篇文章,就带大家从零搞懂发那科系统的核心 G 代码和控制面板功能键,搭配高清图解,看完就能上手!”
发那科 G 代码合集 —— 加工的 “指令密码”
1. 基础运动类 G 代码(必学!)
G00:快速定位一句话功能:让刀具 “快跑” 到指定位置,不加工工件。
G01:直线插补 一句话功能:刀具沿直线移动,“边动边加工”,速度由 F 指令控制。
G02/G03:圆弧插补(顺时针 / 逆时针)一句话功能:加工圆弧面时用,分清顺逆时针就不会错。
2. 坐标与补偿类 G 代码(避坑关键)
G54-G59:工件坐标系一句话功能:设定 “工件原点”,让机床知道 “从哪开始加工”。
G41/G42:刀具半径补偿一句话功能:算上刀具本身的厚度,避免加工尺寸 “差一点”。
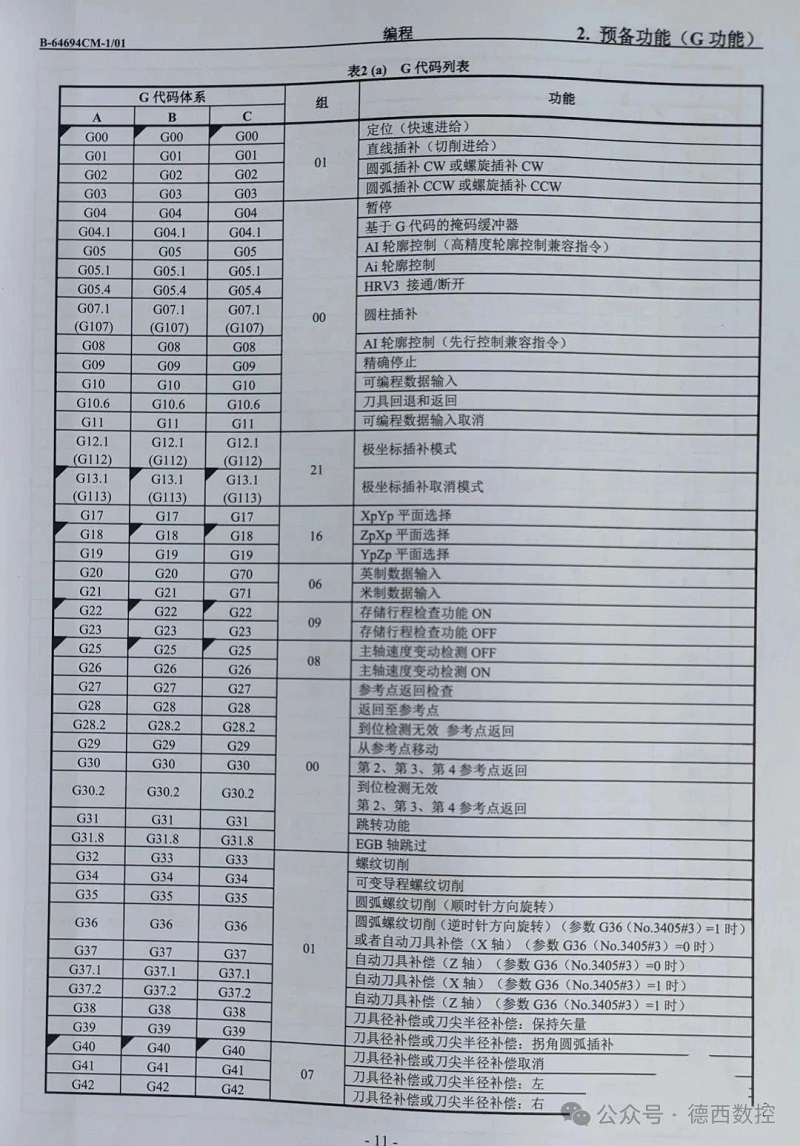
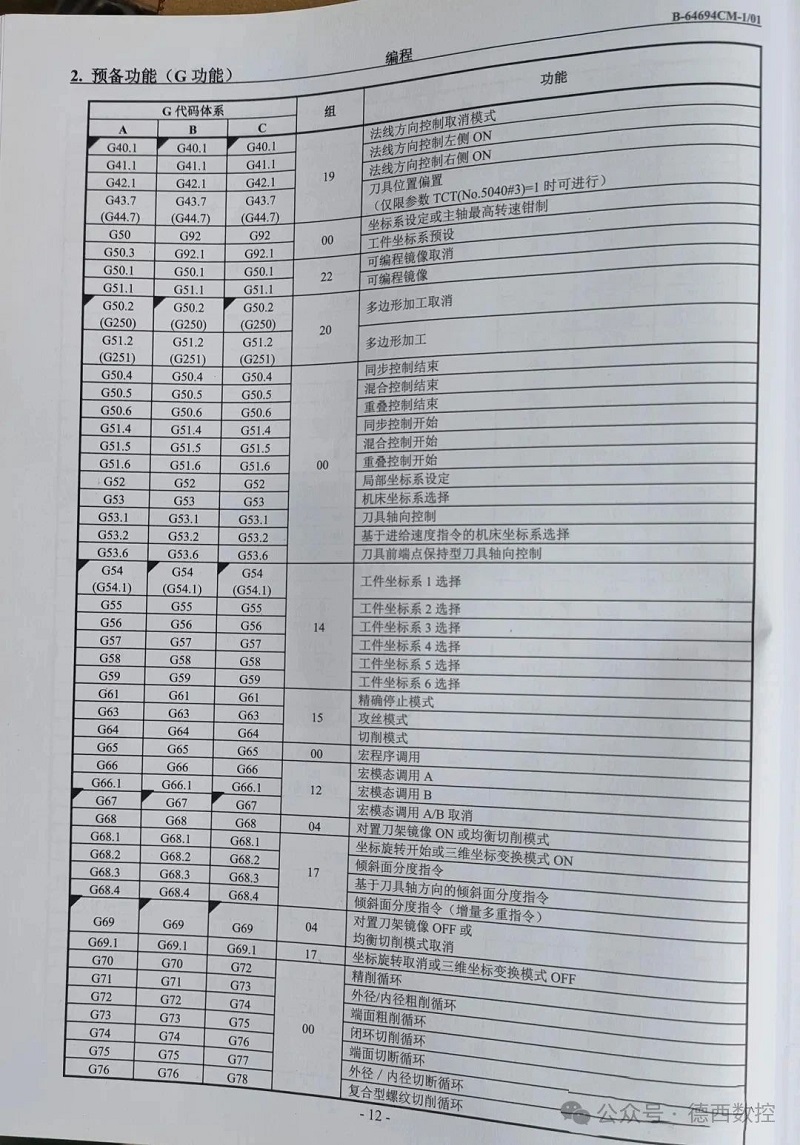
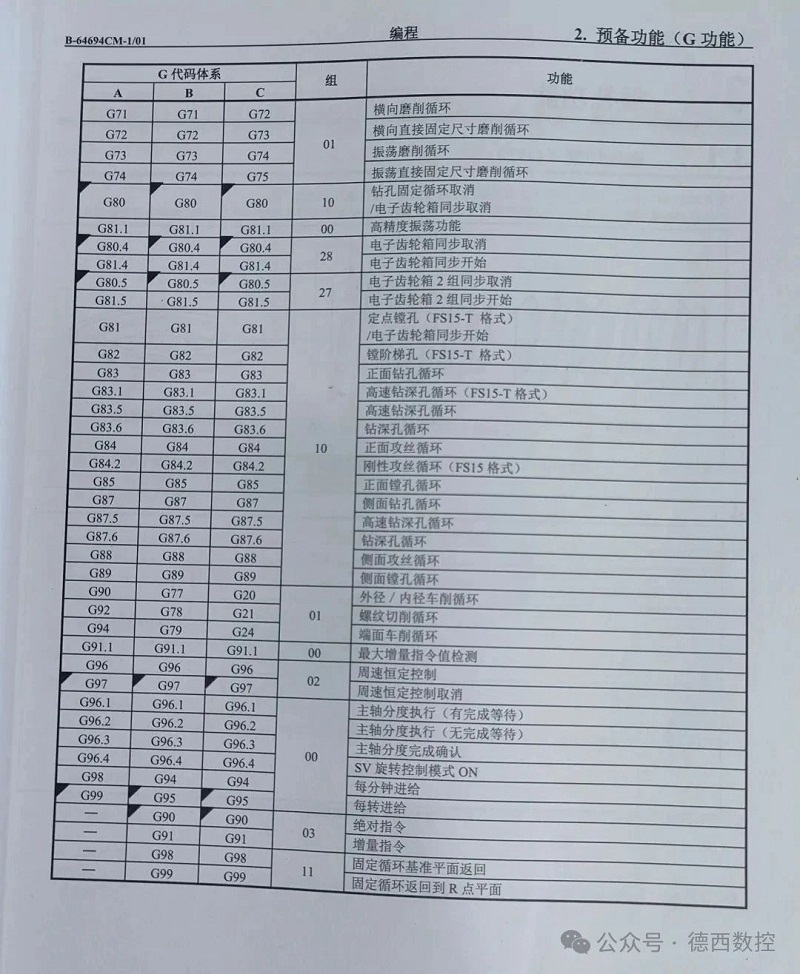
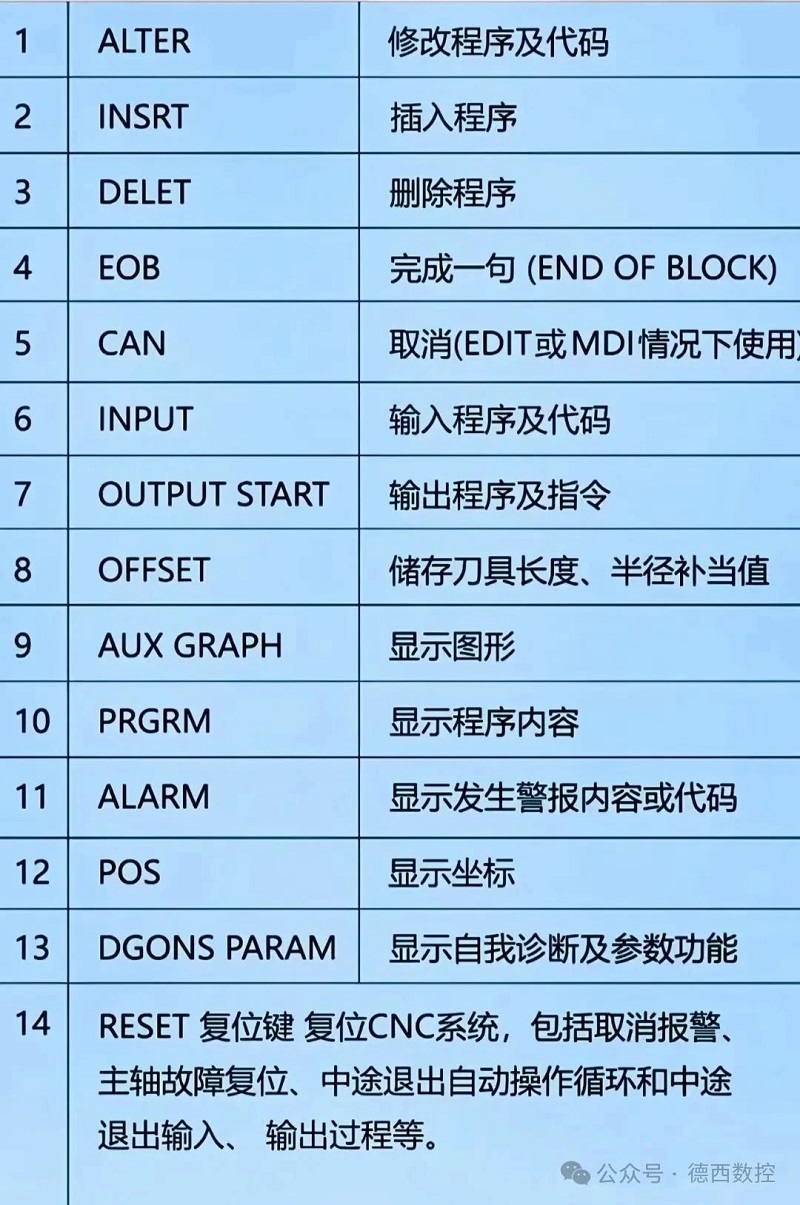
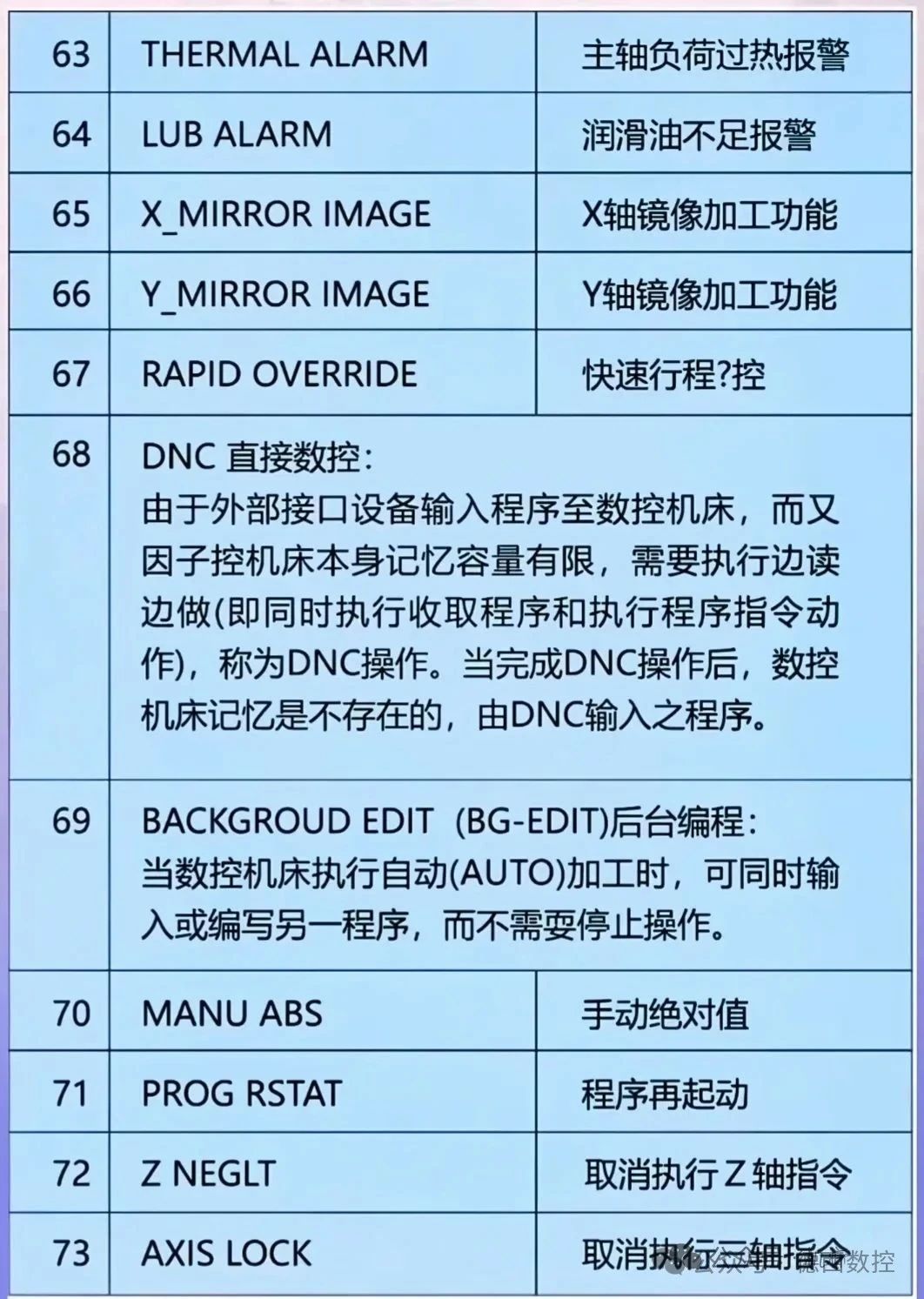
附:常用 G 代码速查表 第二部分:发那科控制面板功能键 —— 操作的 “遥控器” 1. 基础操作区(常用的几个键) 循环启动 / 进给保持:绿色启动键(程序开始)、红色暂停键(紧急停)。 2. 程序编辑区(改代码用) INSERT(插入):在程序里加一行代码。 DELETE(删除):删掉错误的代码行。 EOB(换行):写完一行代码后按一下,自动换行。 3. 坐标显示区(看位置用) POS(位置)键:按一下,屏幕显示当前刀具的 X、Z 坐标,加工时盯着它看有没有跑偏。 OFFSET(补偿)键:设置刀具长度 / 半径补偿值的地方,和前面讲的 G41/G42 对应上。 4. 新手避坑提醒 千万别乱按 “RESET(复位)” 键,会让程序从头开始! 手动移动刀具前,先确认 “模式旋钮” 在 JOG 档,避免碰坏工件。 Part.1 附:发那科面板的按键功能速查表
咨询电话:
025-52169002
公司邮箱:cnctcn@vip.sina.com
公司地址:江苏省南京市江宁区滨江开发区颐年路3号